


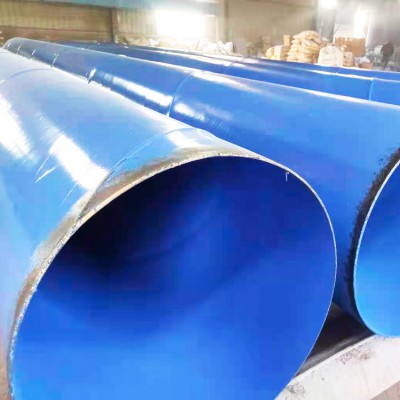

该产品以螺旋钢管为基材主要在水利工程中使用。钢管经抛丸机内外除锈加温,在内外壁热熔一层厚度为 0.5 ~ 1.0mm 的环氧粉末构成的钢塑复合型材料。使其具备钢管的强度易连接和朔料耐腐蚀的特点,在输水工程中经常使用。
涂塑钢管具有优良的耐腐蚀性能和电气绝缘性,使用中不会产生电蚀。同时具备吸水率低,机械强度高,摩擦系数小埋在地下可确保运行。
涂塑钢管工艺要求:
颜色:黑色、灰色、蓝色、红色、白色、绿色,根据工程要求选择。
涂层厚度:PE涂层厚度为400um—1000um,EP厚度为100um-400um
涂覆方式:热浸塑、内外喷涂。
生产规格:DN200—DN2800mm
外PE内环防腐钢管是一种防腐结构,是新一代应用于长距离输水管道的防腐形式,与传统输送管道对比具有诸多优势特点。
管道外防腐为3PE,管道内防腐为熔结环氧粉末,管道内壁的防腐标准达到了生产的TPEP防腐钢管工程按照标准施工可以埋地使用。在附着力方面热熔结环氧同时具械篏合,静电结合,而液体环氧只械嵌合力,热熔结环氧的涂层厚度在,具有很强的耐磕碰.耐腐蚀.耐磨,耐冲击性能.而液体环氧在30-80um.防锈不防腐,不耐水冲刷起减阻作用。
涂塑钢管生产流程及工艺:
1、钢管喷砂
钢管内外表面通过抛丸设备进行抛丸处理,处理后达到GB8923-1998标准中规定的Sa2.5级要求,抛丸后真空吸附设备吹扫,清洁度达到A级,并去除灰尘,油污。对表面预处理的质量,清洁度,锚纹深度进行检验,合格后方能涂塑。
2、钢管预热
对已经抛丸除锈处理合格的管道进行加热,加热至工艺要求的温度范围(200°-220°),而且加热均匀,内外加热一次成型,避免二次加热破坏涂覆的涂层。温度过高或者温度过低,都会造成涂层附着力不足,影响涂塑钢管的使用寿命。
3、钢管内外涂塑加工
一般情况下管道外壁采用喷涂工艺,管道内壁采用滚涂工艺。管道内壁喷涂的常用工具是压缩空气喷枪,使用喷枪将喷涂于预热后的管道内外管壁。涂层厚度取决于喷枪的喷涂量、流水线速度,涂层厚度可以通过调整喷枪喷出量和流水线速度来调整。涂层厚度一般在150μm~500μm。
